Enabling Technologies for Integrated Quantum Sensors
Deployment of atomic quantum sensors in portable scientific instrumentation and industrial applications requires compact, robust, and scalable system architectures. Laboratory-scale setups must be transformed into manufacturable sensor platforms that operate reliably under field conditions while meeting stringent performance requirements.
Our work focuses on the continuous development of enabling technologies for this transition. By combining additive manufacturing of technical ceramics, vacuum qualification and compact vacuum systems, micro-integrated optical assemblies, and qualified joining technologies, we establish a technology base for integrated quantum sensors targeting demanding applications. This approach enables robust, alignment-free, multifunctional subsystems with reduced complexity, size, and mass for the next generation of quantum sensors.
Additive Manufacturing of Technical Ceramics
Technical ceramics offer key properties for miniaturized quantum sensors and robust optical systems, including mechanical robustness, favorable thermal properties, and ultra-high vacuum compatibility. Additive manufacturing enables functional integration and scalable production of complex components, with additively manufactured ceramics forming the structural and functional backbone of next-generation, rugged quantum devices.

- Lithography-based ceramic manufacturing (LCM)
- CeraFab S65 printer: 40 µm pixel size, 102 x 64 x 320 mm³ build volume
- Materials: oxide and nitride ceramics such as Al2O3, ZrO2, and AlN
Parts manufactured using this approach feature high geometrical accuracy and surface quality and can be further functionalized with metallization and micro-structuring techniques available at FBH.
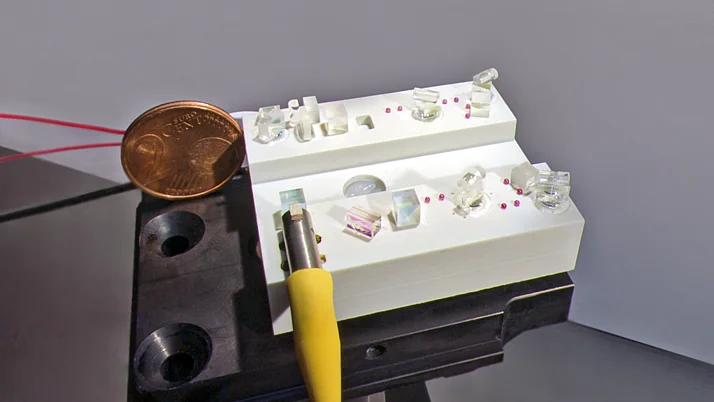
Miniaturized Optical Systems and Adhesive Qualification
Highly integrated, robust optical assemblies are a prerequisite for field-deployable quantum technologies. Our micro-integration approach combines precision alignment with qualified joining processes to realize ultra-robust optical systems with long-term alignment stability.
- Tailored system design expertise spanning the full process chain from requirement definition to validated system, including CAD design, component selection, integration, and validation
- Micro-integration facility for active alignment of up to four components with 1 nm/ 1 µrad step size
- Qualified adhesive bonding technologies
This approach enables the precise assembly of milliliter-sized optical systems with high environmental robustness for ground-based and space applications.
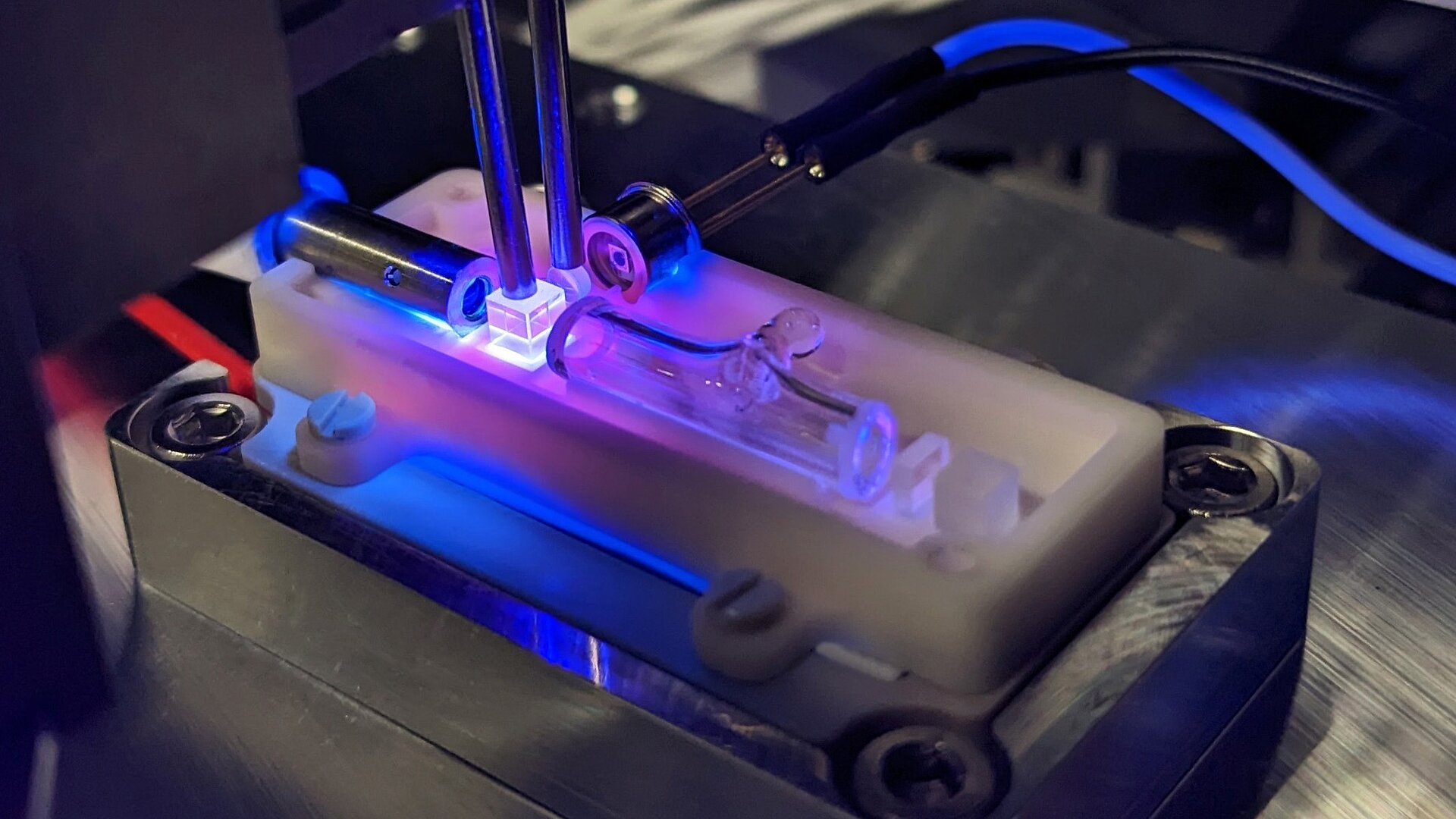
Vacuum Qualification, Compact Vacuum Systems and In-Vacuum Optical Systems
Ultra-high vacuum (UHV) environments are a prerequisite for various atom-based quantum technologies. Miniaturization of vacuum systems requires a detailed understanding of material outgassing, sealing technologies, and long-term vacuum behavior at both component and system level.
Our vacuum qualification infrastructure enables systematic evaluation of materials, assem-blies, and adhesives under relevant conditions.
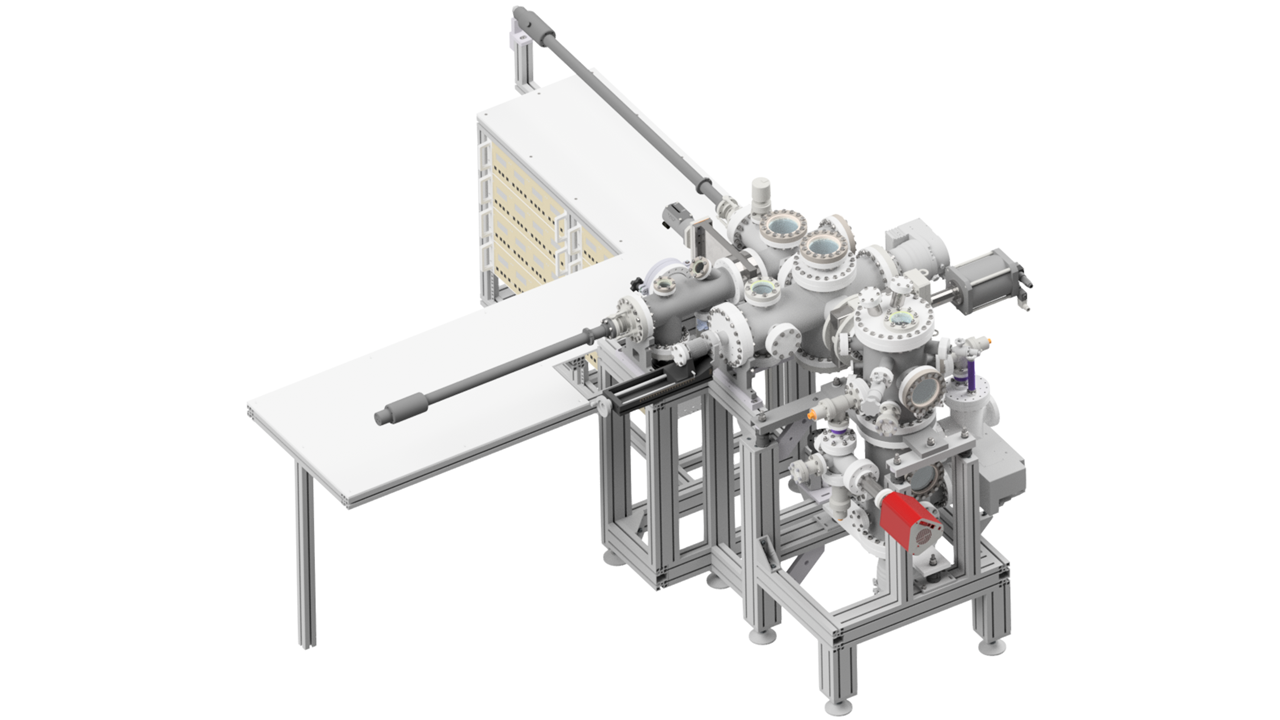
- Outgassing rate measurements and residual gas analysis under UHV conditions
- Hermeticity testing setups for components and assemblies
- Vacuum systems for thermal conditioning and system operation
These capabilities are directly linked to the ongoing development of compact vacuum cells and sensor packages. A particular focus lies on miniaturized in-vacuum optical systems, enabling higher integration density and improved long-term stability of atomic quantum sensors. This is directly applicable to compact frequency references based on thermal atomic beams and related sensor concepts.
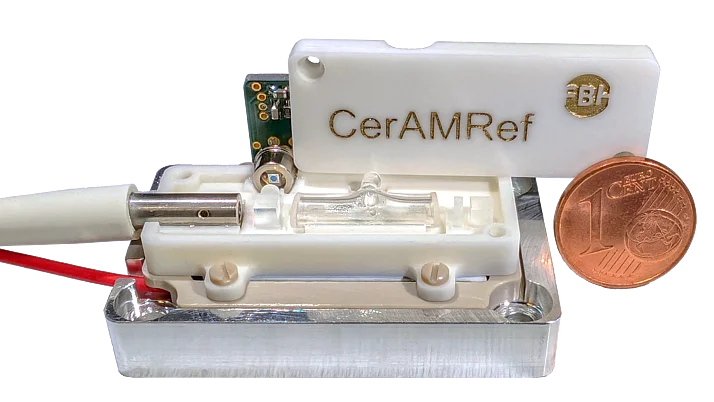
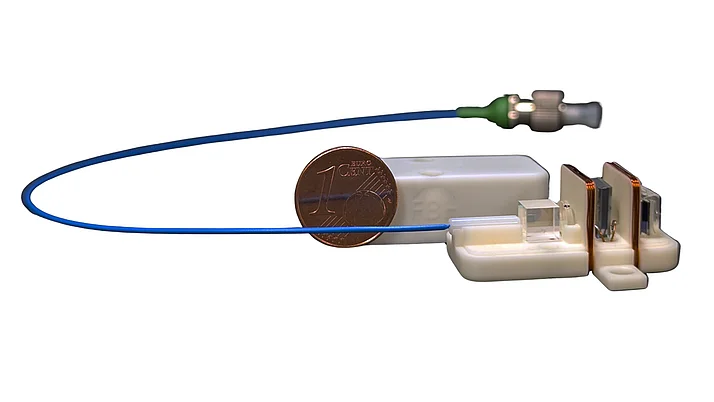
Reference Systems and Demonstrators
Based on the enabling technologies described above, several quantum sensor subsystems and sensor heads have been successfully miniaturized and experimentally validated.
These activities are supported by comprehensive testing and qualification infrastructure, including high-resolution measuring microscopes, optical profilometers, and (thermo-) mechanical testing systems.